Rodzaj soczewki i kąt jej rozwarcia
Pierwsza decyzja dotyczy tego, jak laser ma rzutować światło na badaną powierzchnię. Możliwości jest sporo: pojedynczy punkt, linia, krzyż, siatka punktów — wszystko zależy od zastosowanej soczewki.
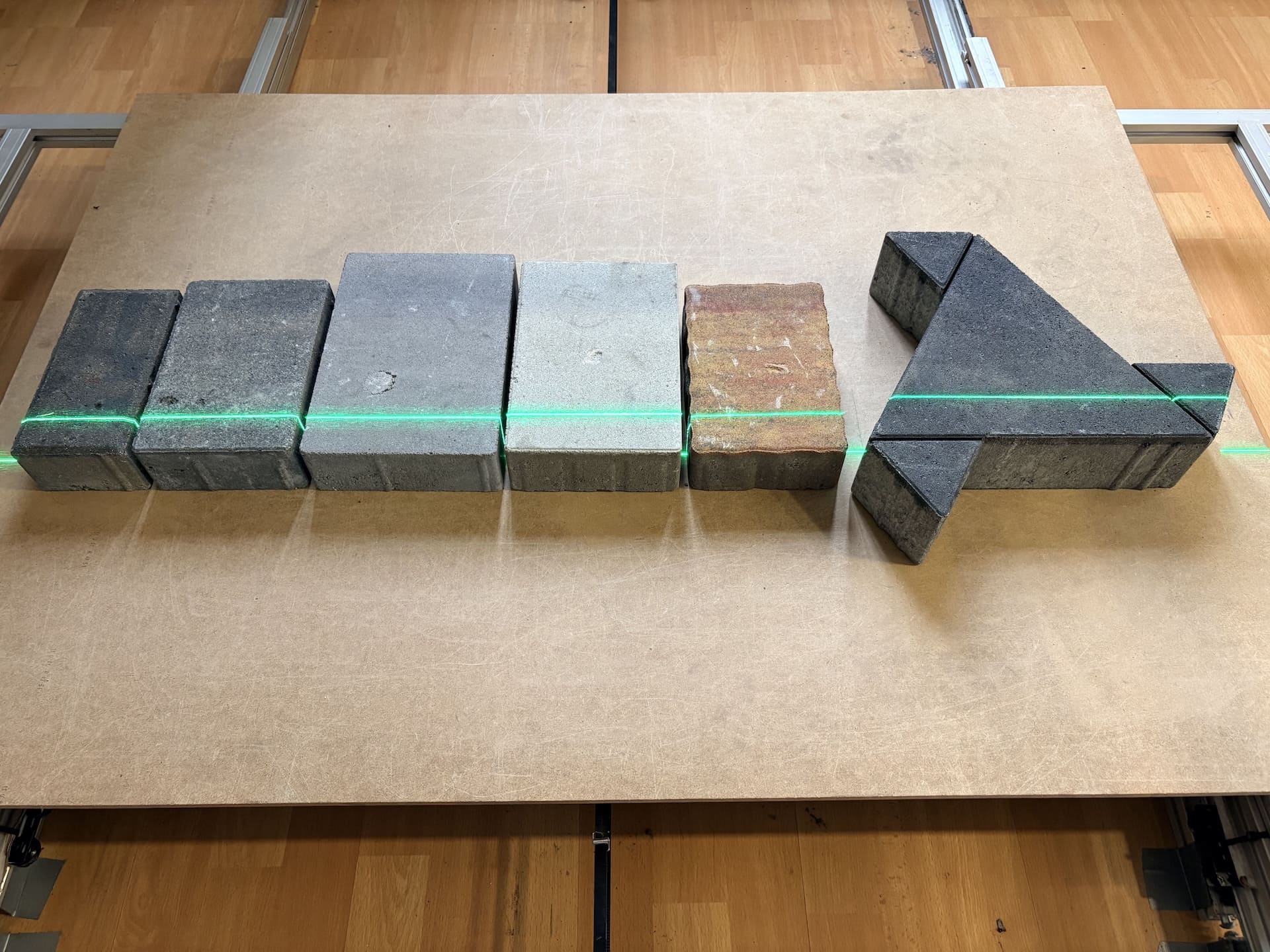
W systemach do skanowania powierzchni potrzebujemy lasera liniowego, który rozszczepia pojedynczą wiązkę w linię. Warto w tym miejscu sięgnąć po tzw. soczewkę Powella. Generuje ona linię o jednolitej grubości i równomiernym natężeniu na całej szerokości. Różnicę dobrze widać na Zdjęciu 1: po lewej linia z soczewką Powella, po prawej — bez niej. Bez Powella środek linii jest wyraźnie grubszy i jaśniejszy, a brzegi cieńsze i przygaszone.
Z naszego doświadczenia zastosowanie soczewki Powella to jeden z tych wyborów, na którym nie warto oszczędzać — bezpośrednio przekłada się na jakość późniejszych pomiarów.
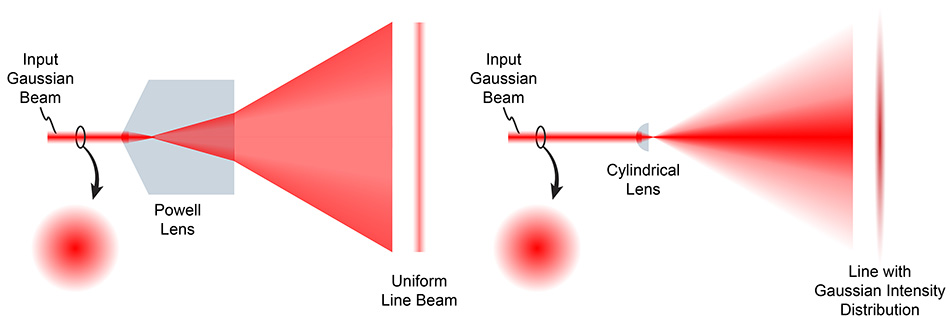
Zdjęcie 1: Porównanie linii lasera generowanej przez standardową soczewkę oraz soczewkę Powella
Drugim parametrem soczewki jest kąt rozwarcia. Działa on analogicznie do ogniskowej w obiektywie kamery — definiuje, jak daleko musimy odsunąć laser od oświetlanego obiektu, żeby objąć go światłem w całości. W praktyce sprawdzonym punktem wyjścia jest soczewka 60° — dobry kompromis między dystansem roboczym a jakością linii. Jeśli przestrzeń montażowa nas mocno ogranicza, można rozważyć 90°, ale trzeba pogodzić się z tym, że jakość linii będzie wyraźnie gorsza.
Długość fali
Długość fali to nic innego jak kolor światła — wartości w nanometrach (nm) bezpośrednio przekładają się na to, co widzi oko. Pokazuje to Zdjęcie 2. Poza widocznym zakresem istnieją również lasery ultrafioletowe i podczerwone, ale żeby je zarejestrować, potrzebujemy specjalnych matryc w kamerach — a te są znacząco droższe od standardowych, projektowanych pod światło widzialne.
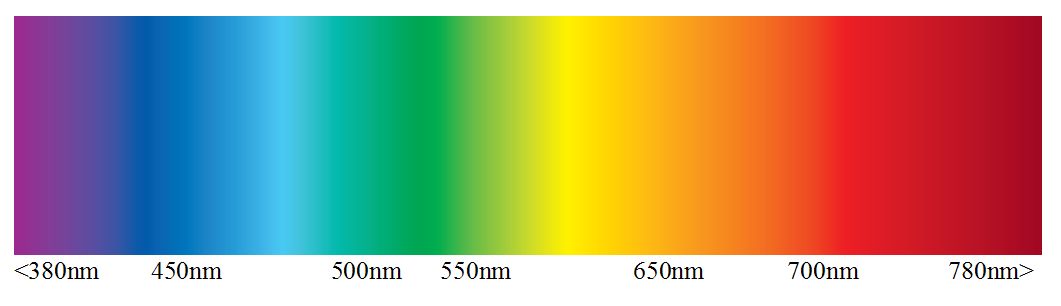
Zdjęcie 2: Długości fal promieniowania widzialnego
Dlatego w naszym przypadku zostaliśmy w spektrum widzialnym. Finalny wybór długości fali zrobiliśmy nakładając wykres widma widzialnego na wykres czułości matrycy kamery — pokazywaliśmy go już we wcześniejszym wpisie, ale przypomnijmy go tutaj.
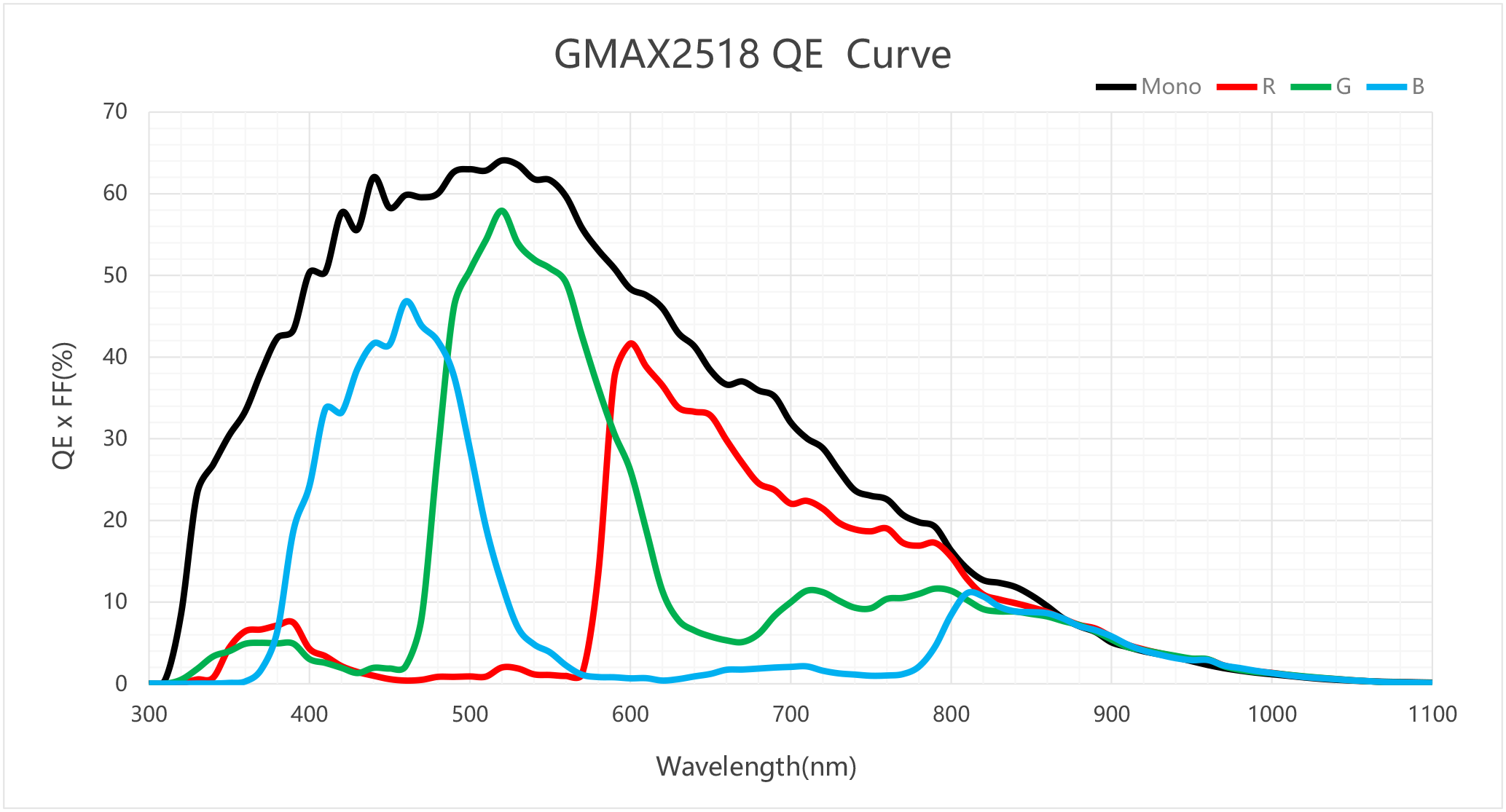
Zdjęcie 3: Wykres czułości matrycy w zależności od długości fali
Jak widać, czułość matrycy osiąga maksimum dla długości fali 520 nm, czyli koloru zielonego — i właśnie taki laser zastosowaliśmy w naszym systemie. Dodatkowym argumentem jest to, że 520 nm dobrze sprawdza się w różnych warunkach pracy, więc w naszej ocenie jest to optymalny wybór.
Moc diody lasera
Moc lasera podawana jest zwykle w miliwatach (mW) i to nie przypadek — już 5 mW wystarczy, żeby trwale uszkodzić ludzki wzrok. Lasery o mocy powyżej 1 W oczywiście istnieją i bywają potrzebne, ale wymagają znacznie większej ostrożności podczas pracy.
Dobór mocy to jedna z trudniejszych decyzji w całym systemie, bo wpływa na nią bardzo wiele zmiennych, m.in.:
- szerokość powierzchni, którą linia lasera ma pokryć,
- ustawienie przysłony obiektywu,
- wielkość matrycy kamery,
- czas ekspozycji matrycy,
- odległość kamery od linii lasera,
- zewnętrzne warunki oświetleniowe.
Jak widać, zmiennych jest sporo i trudno z góry wyliczyć "magiczną" wartość mocy. W praktyce najlepiej sprawdza się metoda prób i błędów — zaczynamy od niższej mocy i stopniowo ją zwiększamy, aż uzyskamy satysfakcjonującą jakość linii.
Warto przy tym pamiętać o bezpieczeństwie. Im mocniejszy laser, tym większe ryzyko dla osób pracujących w jego pobliżu. W przypadku laserów powyżej 1 W standardem jest zamykanie ich w szczelnej, nieprzepuszczającej obudowie bez jakiegokolwiek dostępu dla człowieka. Jeśli natomiast system ma działać tam, gdzie ludzie mają do niego dostęp, warto trzymać się mocy poniżej 1 W.
Co dalej?
Tym wpisem domknęliśmy trzy kluczowe komponenty systemu wizyjnego do badania powierzchni: kamerę, optykę i laser. W kolejnych wpisach pokażemy, jak te elementy łączą się w działającą całość — przejdziemy do konstrukcji stanowiska laboratoryjnego i pokażemy, jak zbudować własną linię produkcyjną do testów.